Welding is a craft that requires the utmost patience and attention. Welding has been practiced centuries before and the Iron Pillar of Delhi (310 AD) made use of Forge welding. There are many different kinds of welding techniques like Plasma, Ultrasonic, Arc, Friction. The major difference among these methods is how the heat source is generated.
Different applications require different kinds of Weld Joints. This is because the type and magnitude of force change depending on the project. Weld Joints basically mean how the constituent parts fit together. In this article, we will find out about the different kinds of Welding Joints and also, the welding style used to make them.
Check Also For
Different Types of Welding Joints
Butt Joint
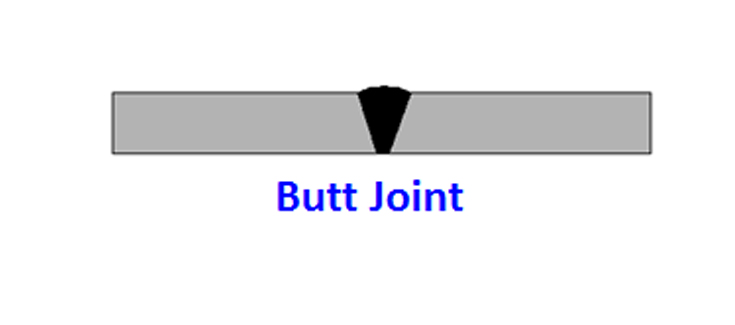
In a Butt Joint, the metal pieces are joined side by side in the same plane. They are commonly used in pipes and fittings and it is quite an affordable solution as well. Butt Joints are very simple to make but are also weaker compared to other joints. The Butt Joint has many different variations, some of them are listed below
- Square- For metals with thickness less than 3/16 inch. Should not be used for impact or fatigue loads.
- Single bevel- A Weld in which one member has an edge beveled (sloped surface) from one side.
- Double bevel- Here, the joining edge of one of the metals is beveled on both sides.
- Single J- One part is in the shape of a J and the other part has a square shape.
- Double J- Similar to single J except one part has a J Shape from both directions.
- Single V- Similar to Beveled Joint but both the members are beveled.
- Double V-Welding is done on both sides.
- Single U- Both edges are shaped like a J and when they come together form a U.
- Double U grooves- Formation of U on the top and bottom. The U Grooves are quite expensive to prepare.
Each of these Welds is used for different purposes. However, the most commonly used among them is the square groove weld.
An important aspect to consider is the Faying Surface. It is the area of metal melted during the welding process. Shaping the faying surface before Welding can improve the strength of the joint as well as give a better appearance and offer deep weld penetration. The edge
preparation could be done independently on both the members of the butt joint or done similarly.
Butt Joints are best used for thin sections. With thicker metals, it is best to resort to a different Weld Joint to get better penetration. Defects in Butt Joints include porosity, cracking, etc.
Tee Joints
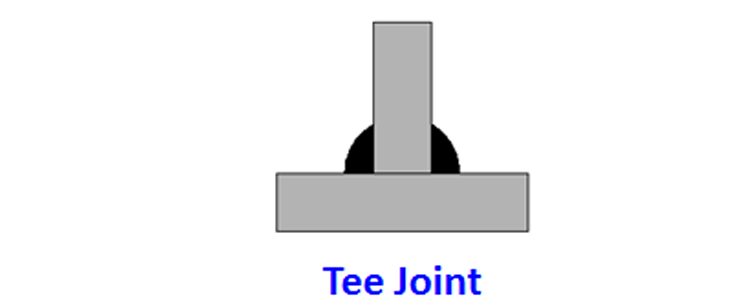
In Tee Joints, the two pieces are welded at approximately 90 degrees with the edge of one lying at the center of the other piece. As a result, they form a T shape. Tee Joints are commonly used for welding pipes or tubes on a base plate. For an effective Tee Joint, there should be efficient penetration into the roof of the weld. There are 7 styles for creating Tee Joints.
- Slot weld- In Slot Welds, the workpieces are placed in an overlapping manner one above the other. And an elongated hole is drilled on the upper piece that extends to the other workpiece. This hole is then filled with filler material.
- Plug weld- Similar to Slot Welding except that the hole has the shape of a round plug.
- Fillet weld- Place the metals one against another and use a welding gun at the point of contact.
This is the simplest arc welding method. It joins surfaces that are right-angled or approximately perpendicular.
- Bevel-groove weld
- Flare-bevel-groove weld- Weld between a radius and a flat part. For example, welding a flat bar to a piece of pipe along the side.
- J-groove weld
- Melt-through weld- Complete joint penetration of the weld through the material.
Commonly, Tee Joints do not involve grooves. However, if the base workpiece is thick and if welding on the two sides cannot manage the desired load, a groove can be used. A defect that is found in this kind of joint is Lamellar Tearing. A stopper is placed on the Tee joint to avoid deformations.
Corner Joints

Corner Joints are quite similar to Tee Joints. The only difference is in the position where the metals are joined. In corner joints, the metals meet at the corner while in Tee joints, it is at the middle. Corner Joints are amongst the most popular and commonly used Welding Joints. It is commonly used in the manufacture of box frames and in other applications that require less load-carrying capacity. Corner joints can be made in an open or closed position.
The root of a Single-sided weld is quite weak, especially when loaded in tension and therefore the corner joints ought to be welded from both sides for adequate strength. Another possible defect is the occurrence of oxides along the centerline in single-sided welds. This will further decrease the strength of the weld. The best solution is to use Pulsed AC-TIG.
The welding styles commonly used in corner joints include
- Flare-V-groove
- U-groove
- Bevel-groove
- Fillet
- Spot Welding-It is a resistance welding process. Used to weld metal sheets together with the application of pressure and by using heat generated from a current.
- Edge
- Corner-flange
- Square-groove or butt
- J-groove
- V-groove
Lap Joints
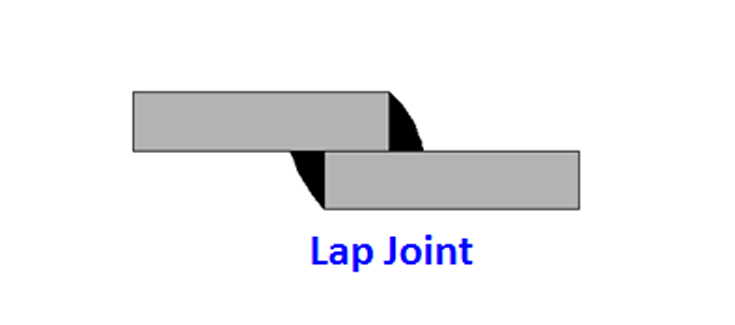
Lap Joints are normally used to weld pieces of different thickness. Weld can be made on one side or on both sides it is quite similar to Butt joints. The two metals are placed on top of each other in an overlapping manner.
Lap Joints are mainly used for Sheet Metals and rarely used on thick materials. These are some of the strongest welding joints. For ensuring maximum efficiency, the overlap has to be at least thrice as thick as the thinner joining member. Common causes of failure in Lap Joints include Lamellar Tearing and corrosion due to the overlapping materials.
Commonly used styles in Lap Joints include
- J-groove
- Bevel groove
- Spot
- Plug
- Slot
- Flare-bevel groove
Edge Joint
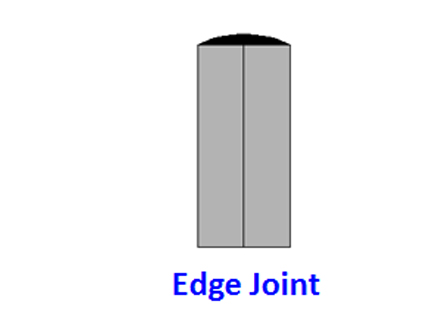
Edge Joint is mainly used to weld identical parallel members that are adjacently placed. The members can also have flanged edges as well. The similar edges of the two parts are welded. This joint is not the strongest since the weld does not penetrate the thickness of the entire joint. As a result, it is best used for welding sheet metals. There is no filler material involved and this method does not need any preparation.
However, Edge joints are not commonly used and they should be avoided in high-stress or pressure situations. Some of the defects that edge joints may face include corrosion, porosity, slag inclusion, etc. Commonly used styles in Edge Joints include
- U-groove
- V-groove
- Edge-flange
- Corner-flange
- Bevel-groove
- Square-groove
- J-groove
Thickness limits for different joint types
| Square butt joint 6.35mm or ¼ inch |
| Single bevel 3/16 inch -⅜ inch or 4.76 9.53mm |
| Double bevel Above ⅜ inch or 9.53mm |
| Single-V butt joint To 3⁄8 inch or 9.53 mm |
| Double-V butt joint Above ⅜ inch or 9.53mm |
| Single-U joint Up to 3⁄4 inch or 19.05 mm |
| Double-J joint Over 3⁄4 inch or 19.05 mm |
| Double-U joint More than 3⁄4 inch or 19.05 mm |
| Flange Less than 0.1046inch or 2.657mm. |
| Flange Less than 0.1046inch or 2.657mm. |
| Flange Less than 0.1046inch or 2.657mm. |
Conclusion
In this article, we have looked at the different kinds of Weld Joints and the welding styles used in all of them. The normal forces that act on a Weld Joint include tension, compression, torsion, and bending. Different Welding Joints have different capabilities to withstand these forces. Some joints can easily distribute the forces while others cannot. Hence, depending on the application, the appropriate Welding Joint has to be chosen. Else, the joint might fail.
