Flux-Core Arc Welding (FCAW) is a modification of MIG/CO2 welding, using a flux-cored electrode wire. Instead of a solid wire, FCAW employs a tubular wire filled with flux. The flux serves several important functions during the welding process such as providing shielding gas through chemical decomposition, acting as a deoxidizer, forming a protective slag over the molten weld-metal during solidification, and many more.
FCAW is highly efficient, adaptable to both semiautomatic and automatic welding operations. It produces high-quality welds at a high deposition rate. Many sectors rely on FCAW for high-integrity welds. In this guide, we will look at the fundamental principles of Flux Core Arc Welding (FCAW), detailing the necessary equipment and materials.
What is Flux Cored Arc Welding (FCAW)?
Flux Core Arc Welding (FCAW) is very similar to Gas Metal Arc Welding (GMAW). However, it uses a cored electrode wire filled with flux. The continuously fed electrode acts as both filler metal and arc initiator. This tubular electrode, hollow inside, contains flux at its core. In FCAW, the arc is maintained between the filler metal electrode and the parent metal.

Flux Core Arc Welding (FCAW) is an easy-to-use, semi-automatic process, similar to MAG welding. It is popular for heavy-duty usage. For operating a flux core welder, combine a continuously wire-fed electrode with a constant voltage power supply. The continuous electrode feed allows you to focus on perfecting welds without worrying about the electrode.
Types of Flux Core Welding
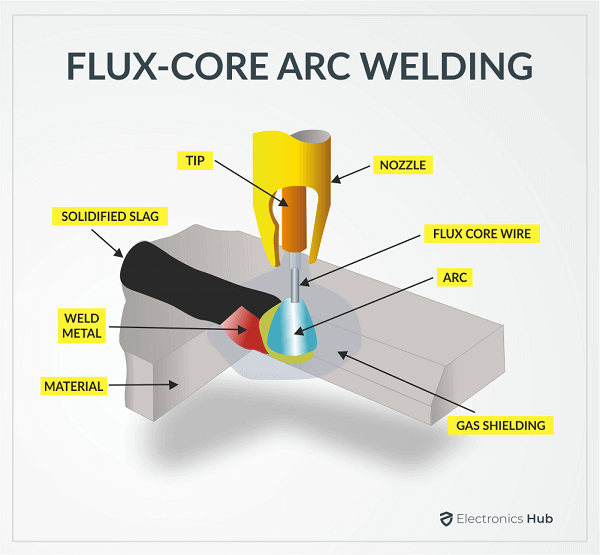
FCAW has two main types: self-shielding (FCAW-S) and gas-shielding (FCAW-G). FCAW-S uses the flux core to shield the molten metal, decomposing and vaporizing the flux by the arc’s heat. Conversely, FCAW-G uses an external protective gas flow, delivered at the weld point. Both versions protect the weld area and provide controlled cooling of the weld metal.
The flux-cored electrode is a composite of a metal sheath and various powdered materials. An extensive slag cover forms during welding, shaping and protecting the weld bead. FCAW combines the productivity of continuous feed wire welding with the metallurgical benefits of flux and slag support. It offers higher productivity compared to the Shielded Metal Arc Welding (SMAW) process.
However, FCAW involves higher equipment costs, more complex setup, and operation limits due to the distance from the wire feeder. Availability of suitable filler wire and flux combinations can also limit the process for different metals and alloys. Additionally, FCAW generates large volumes of fumes, which require proper ventilation. Slag removal between passes is necessary to avoid slag inclusions in the weld.
Self-shielded FCAW-S is suitable for applications usually done with SMAW, while gas-shielded FCAW-G covers applications typical of GMAW. The main limitation in both types is finding the right filler wire and flux for specific metals. For complex welding projects, such as those involving serious metallurgical or mechanical issues, FCAW might be limited to fill and cap passes. More reliable processes may be preferred for root and hot passes, especially in structures sensitive to fatigue and dynamic loading.
Why Flux Core Welding?
Flux core welding is ideal for heavy-duty tasks and offers great versatility. You can optimize it according to your needs. Some welding jobs may require shielding gas, while others do not. Without shielding gas, flux core welding is perfect for outdoor use where wind might blow the gas away. The primary reason for using FCAW is its high welding speeds, making it excellent for heavy-duty applications.
Flux Core Welding Benefits
Understanding the benefits of flux core welding helps explain its preference over other processes. It handles thicker materials easily and works well without shielding gas. This makes it suitable for many scenarios where shielding gas could blow away. For highly precise and detailed welds, a flux core welder is great because its electrode gets fed automatically.
Principle of Operation of Flux Core Arc Welding (FCAW)
Flux Core Arc Welding (FCAW) is similar to Gas Metal Arc Welding (GMAW). Both processes use a constant-voltage (CV) power supply. Stick welders, on the other hand, are constant current (CC) machines. Constant Voltage welders supply voltage to the welding electrode, controlled by an adjusting knob.
The arc voltage directly affects the arc length. Increasing the voltage increases the arc length, while lowering it shortens the arc length. As the arc voltage remains constant, changes in wire-feed speed cause automatic amperage adjustments.
When using a constant voltage welder, amperage naturally adjusts to maintain the same arc length. Increasing wire feed increases amperage, while lowering wire feed decreases it. Installing a larger diameter wire raises amperage, as more amperage is needed to melt the wire’s end. Installing a smaller wire lowers the amperage, having the opposite effect.
The flux inside the electrode protects the molten weld pool from atmospheric contamination (mainly from Oxygen and Nitrogen), improving strength and weld shape. The core electrode’s fluxing and gas-forming elements reduce or eliminate these contaminants’ effects. Small additions of alloying elements, deoxidizers, and slag agents improve weld properties.
How Does Flux Core Arc Welding Work?
The key principle of flux core arc welding involves using a high heat electric arc. This arc fuses the welding material with the base material. When the electrode feeds continuously, it approaches the base material. An electric arc forms between them, releasing heat to complete the weld. Unlike other welding processes, FCAW uses hollow electrodes filled with flux, eliminating the need for separate flux.
The basic functioning of all flux core arc welding machines is similar. However, it may vary slightly depending on usage. Some may use external shielding gas, while others may weld without gas. Besides the shielding gas, the flux inside the core also melts, providing dual shielding. This dual shielding lets you weld thicker metals using an argon and carbon dioxide blend.
If you accept slightly higher defects, you can weld outdoors without any gas. This is ideal in windy conditions where shielding gas fails to protect the weld. Self-shielding works due to flux-filled electrodes that create their own shielding gas when heated. This self-shielding ability makes FCAW excellent for outdoor and portable use, as you don’t need to carry shielding gas cylinders.
Advantages of Flux Core Welding
- Thanks to the dual shielding characteristic of a flux core welder, not only it can be used for thick metals, but you can also use it outdoors where using a shielding gas might not be viable
- If you are not using a shielding gas with your flux core welder, then it also makes for a great portable option as there is no gas container involved
- Since flux core welders rely on continuously fed electrodes, their overall welding speed is much faster and more viable for large-scale operations
- You can use your flux core arc welder for making welds in almost all kinds of angles and positions with almost similar results as long as you are using it the right way
- If you are using your flux core welder properly, then there is a very low chance of facing any porosity issues
Disadvantages of Flux Core Welding
- Similar to many other types of welding processes, flux core welding can also produce noxious smoke which is not good for your health in the long run
- In some cases, you might even face porosity if the shielding gas is not able to escape before the welding metal sets
- Because flux core welding uses hollow electrodes for welding, you have to take extra care of them for storage and transporting
- If you are not feeding the electrode continuously while using a flux core welder, then you may face many issues
- As mentioned in the flux core welding tips earlier, the slag needs to be removed in each welding pass which can be quite hectic for many
Main Equipment for Flux Core Arc Welding
Flux Core Arc Welding (FCAW) relies on several key pieces of equipment. Each component plays a crucial role in the welding process.
Power Supply
Firstly, the power supply is essential in FCAW. It provides the necessary electric current for the welding arc. Constant-voltage (CV) power supplies are typically used. This type of power supply maintains a steady arc length. Welders can adjust the voltage using a knob. Adjusting the voltage directly influences the welding arc’s characteristics. Increased voltage results in a longer arc, while decreased voltage shortens it. This control allows for precise adjustments based on the welding requirements.
Flux-Cored Electrodes
Secondly, flux-cored electrodes are integral to FCAW. These electrodes are tubular and filled with flux. The flux performs several important functions during welding. It provides shielding gas, stabilizes the arc, and introduces alloying elements to the weld. The continuous feed of the electrode ensures a steady welding process. This continuous feed also reduces downtime, increasing productivity. Different types of flux-cored electrodes exist for various applications, offering versatility in the welding process.
Welding Gun
The welding gun is the tool the welder uses to direct the welding process. It holds and feeds the flux-cored electrode. The gun also delivers shielding gas when using the gas-shielded version of FCAW (FCAW-G). A trigger on the gun controls the wire feed and arc initiation. Comfortable and ergonomic designs improve welder efficiency and reduce fatigue. Proper maintenance of the welding gun ensures reliable performance and longevity.
Electrode Feed Control
Another critical component for maintaining consistent weld quality in FCAW is the electrode feed control. This system manages the speed at which the electrode is fed into the weld pool. Changes in wire feed speed directly affect the welding current. Increasing the feed speed raises the current, while decreasing it lowers the current. Accurate feed control ensures stable arc characteristics and consistent weld penetration. Modern feed control systems offer precise adjustments and consistent performance.
Flux Core Welding Tips
Whether you already have a flux core welding machine in your workshop or planning to get a new one, it is only going to be effective enough for you when you know how to operate it perfectly. While the primary welding basics stay the same for a flux core welding machine as well, there are a few tips that you should keep in mind which includes the following:
- While using a flux core welder, you need to make sure that the electrode polarity is set to negative and not positive.
- Keeping it properly cool with proper ventilation is essential.
- During your welding process, you should always clean all slag after each pass to get clean welds.
- If you wish to make flat welds, you should be welding at 90 degrees and 10 degrees back. On the other hand, T joints are to be made at 45 degrees and lap joints at 60-70 degrees within a single weld.
- For a horizontal angle, the welding gun needs to be moved upwards by 10 degrees. And for vertical angle, you need to move it down for thinner metals and up for metals thicker than ¼ inch.
- In most cases, the parameters of your welding machine should be reduced by 10-15% for the best results.
Which Metals can be Welded with Flux Core Welding?
Before you go ahead and use your flux core welding machine in your workshop or any other remote location, ensure that you are only using it with the right compatible metals. Fortunately, a great thing about flux core arc welding is that it is highly versatile and works with all kinds of metals. This includes carbon steel, stainless steel, cast iron, and surfacing alloys. Although, if you wish to weld aluminum objects, then you will not be able to use it since you will need either a MIG or a TIG welder.
Conclusion
After checking out all the various details regarding flux core arc welding and flux core welders stated above, you must know most details regarding this type of welding process. This can be handy to choose flux core arc welding over other types of welding processes. You can also learn how to get the most out of your flux core welder thanks to the various tips stated above. If you have gone through all these flux core welding details, make sure to share your thoughts in the comments section. You can also post any questions down there if you have any!

One Response
This is the good welding