Do you have queries regarding GMAW and SMAW? Or do you want to know which one would be suitable for your needs? If so, then this article has got you covered. Welding is the most popular metal joining method used now. Although welding is a dangerous process and could prove to be expensive, there are lots of benefits that you don’t get with other joining processes.
Welding gives you a permanent connection and this connection is often stronger than the initial materials. Moreover, it can be done relatively fast provided you have sufficient experience.
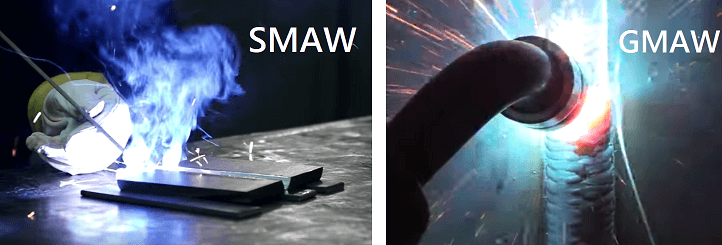
There are a vast variety of Welding Techniques like Spot Welding, Gas Welding, Resistance Welding, and so on. Each of these methods is to be used in specific situations and unless you have sufficient knowledge, it is best to consult a professional. In this article, we will be discussing about Gas Metal Arc Welding and Shielded Metal Arc Welding, as these two are the most popularly used welding techniques. In the process, we will make a GMAW vs SMAW comparison for similarities as well as differences.
A Brief Note on Gas Metal Arc Welding (GMAW)
Originally developed in the 1940s, Gas Metal Arc Welding (GMAW) was first known in the U.S. as MIG (Metal Inert Gas) Welding due to the usage of Argon and Helium gases. Later, with the use of CO2 for shielding, the term MAG (Metal Active Gas) Welding emerged because CO2 is not inert. Instead, CO2 reacts with the liquid pool during welding. Although GMAW remains a common title, Europeans predominantly use the term MIG.

Initially, GMAW was mainly used for welding aluminum alloys, utilizing helium or argon as shielding gases. The high cost of equipment and shielding gas initially hindered its competition with manual metal arc welding for steel. However, the landscape changed about twenty years later. Advancements in lower-cost power sources and the adoption of carbon dioxide or carbon dioxide/argon mixtures for shielding made the process more economical.
Today, GMAW is widely used for welding various ferrous and non-ferrous materials. The development of cost-effective solutions has broadened its application across different industries. This widespread use underscores the process’s versatility and efficiency in modern welding practices. Thus, GMAW has evolved significantly from its origins, adapting to meet the needs of diverse welding projects.
A Brief Note on Shielded Metal Arc Welding (SMAW)
Shielded Metal Arc Welding (SMAW) is also known as Manual Metal Arc (MMA) or Stick Electrode Welding (simply Stick Welding). This method was the dominant form of fusion welding until the late 1990s. SMAW uses electrode rods with a wire core and an external coating containing chemicals, minerals, and iron powder. These rods come in various core diameters, each designed for a specific current range.
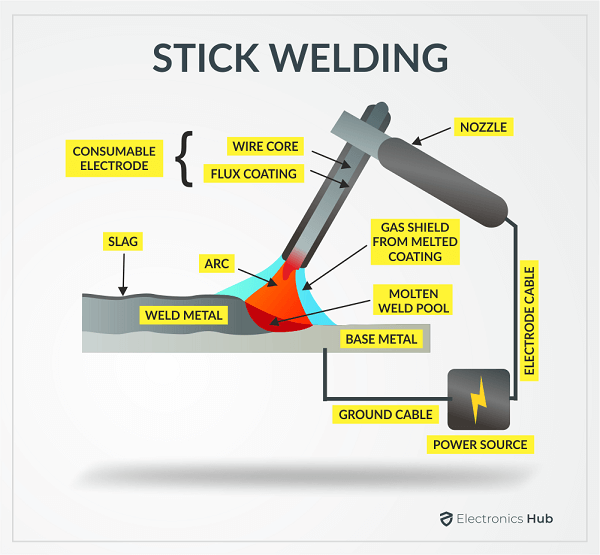
The welding process involves striking an arc between the electrode and the workpiece. The arc’s heat melts the electrode coating, forming a protective slag. The weld metal is produced by both the core wire and the iron powder in the coating. After welding, one must remove the slag layer from the joint. The simplicity of the required equipment makes SMAW straightforward to use.
This method is particularly suitable for erecting structures and can be used outdoors, unlike methods requiring shielding gas, which are unsuitable in windy conditions. However, SMAW has a relatively low arc time factor. This is due to the time needed for chipping away slag and changing electrodes. Despite this, SMAW remains a versatile and reliable welding method for many applications.
Principle of Operation
GMAW
SMAW
In SMAW, the arc melts the electrode core wire faster than its flux. This creates a cup-shaped end, influenced by the flux’s nature and thickness. Metal transfers as spray drops or larger drops, depending on the flux composition. The arc heat generates shielding gases like carbon dioxide and hydrogen from the flux. The flux also ensures the weld metal has the desired chemical composition and mechanical properties.
Flexibility in SMAW comes from adjusting the flux composition. The slag covers the weld bead and shapes its final surface. Fluid slag results in a smoother weld pool, while basic electrode slag creates a more convex bead. For welding out of flat positions, a voluminous, viscous slag helps hold the weld metal in place. Minimal slag electrodes, like cellulosic ones, suit high-speed vertical-down welding to prevent slag interference. Easy slag removal is crucial in deep groove welding to avoid slag inclusions and fusion issues.
GMAW vs SMAW: Similarities
- Filler Material: Usually, the filler material is needed to fill the root gap. When using a consumable electrode, the electrode melts down and acts as filler. Both SMAW and GMAW use consumable electrodes instead of filler material.
- Fusion Welding Process: Both SMAW and GMAW are examples of Fusion Welding. In this type of welding, heat is applied to join two metals by heating them up to the melting point.
- Both these processes produce some amounts of splatter. Splatter is the molten filler metal produced that comes from the welding zone.
- These techniques can only be used on conductive metals. Moreover, it is true for all the arc welding techniques. This is because the base metal is used as an electrode.
- Both these techniques do not permit an autogenous form of welding. Autogenous Welding does not involve the application of filler material.
GMAW vs SMAW: Differences
| SMAW | GMAW |
| Lower filler deposition rate | Higher filler deposition rate and more productive |
| The electrode used is short and small with a length less than 60cm | A thing, long wire is used as electrode |
| It can be used in different positions. | Can only be used in an inclined position |
| The electrode is coated with flux. | There is no flux coating on the electrode. |
| Shielding gas is obtained from the flux coating. | Shielding gas is obtained from an external cylinder |
| Electrode ought to be replaced frequently due to the short length. | No need for frequent replacement of the electrode and longer welding time. |
| Is performed manually so there is a risk of error. | Can be automated and minimizes errors. |
Important Differences between SMAW and GMAW
- Shielding Method: In SMAW, as the consumable electrode covered with flux melts, it turns into a gas that protects the molten electrode from atmospheric gases like Oxygen and Nitrogen. In GMAW, flux is not used. Instead, there is a Spool Gun that guides the position of the electrode. Additionally, this Spool Gun also emits gases like Carbon Dioxide, Argon, etc. that acts as the shielding gas.
- Efficiency: In SMAW, there are frequent stoppages to replace the electrode. Also, when the flux vaporizes, it deposits small amounts of slag on the weld. It ought to be cleaned and is a time taking process. In GMAW, the electrode is fed automatically with the help of the spool gun and there is no need for periodic stoppages. Also, the welds obtained are cleaner.
- GMAW processes are more costly due to the more expensive electrodes and machines used. Also, you need to have shielding gas as well.
Conclusion
This article would have given you a brief idea of how SMAW and GMAW differ. Both of them have their pros and cons and ultimately the choice depends on what the user wants. Hope this article will provide you some valuable information.
