When you do welding, you generally keep the workpieces in the position that they will be after they are welded. However, such positions may only sometimes be comfortable for welding. That is why there are different welding techniques that have come up which allow the welder to keep the workpieces in any convenient position.
There are mainly four different welding positions that are widely accepted. Even a number with a letter is associated with every welding position for simplification. For example, a flat position is referred to as 1F or 1G for F is Fillet and G is Groove. Every welder always refers to these positions in any discussion. We will discuss everything about welding positions that you need to know.
Understanding Welding Positions and Their Labels
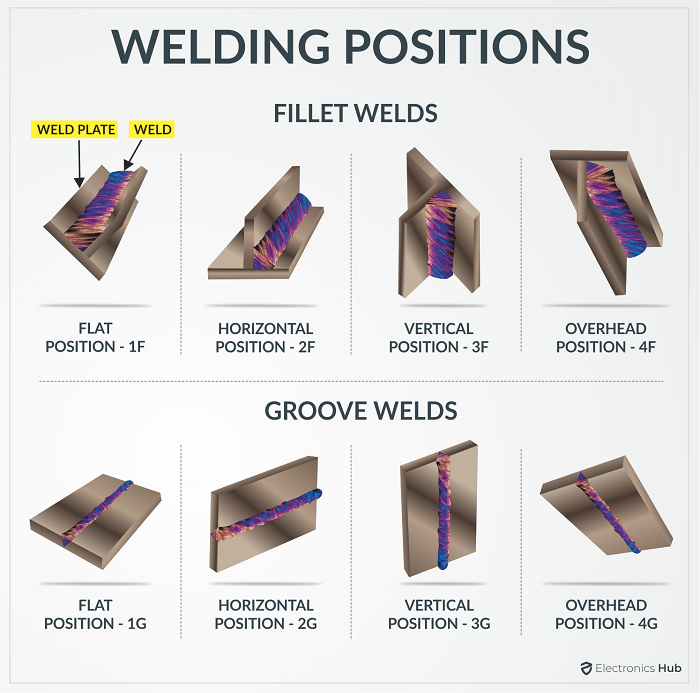 Before coming to the welding positions, we should clarify the labels associated with them. First of all, four welding positions are widely popular. They are flat, horizontal, vertical, and overhead positions. Now, the flat position is represented by 1G or 1F. Similarly, the horizontal position is referred to as 2F or 2G. Therefore, 1 stands for flat, 2 stands for horizontal, 3 stands for vertical, and 4 stands for overhead.
Before coming to the welding positions, we should clarify the labels associated with them. First of all, four welding positions are widely popular. They are flat, horizontal, vertical, and overhead positions. Now, the flat position is represented by 1G or 1F. Similarly, the horizontal position is referred to as 2F or 2G. Therefore, 1 stands for flat, 2 stands for horizontal, 3 stands for vertical, and 4 stands for overhead.
The letters associated with these numbers are F and G. We have already stated that F is Fillet and G is Groove. Fillet weld is when you join two pieces that are at an angle to one another. A groove weld is when you fill up a groove in between two workpieces. The welding position depends on the filler metal, the welding process as well as the transfer mode.
Most filler metals are suitable for all positions, but there are some that are suitable only for the horizontal position. TIG welding can be done in all positions, while spray transfer MIG is for flat and horizontal positions only. On the contrary, short-circuit and pulsed MIG are suitable for all positions.
1. Flat Position (1G/1F)
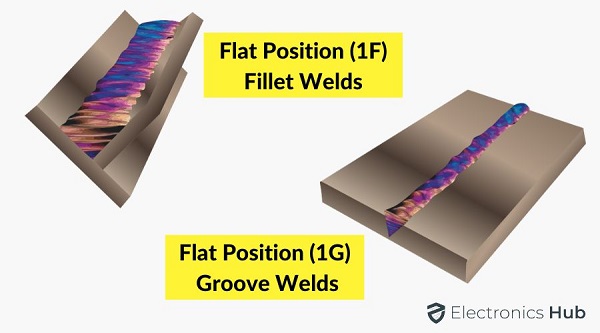 When you place the workpieces flat on the floor or workbench, the position is referred to as the flat position in welding. It is definitely the easiest position of them all because you are not welding against gravity. When you are going for the flat position on a plate surface, there are a few things you should maintain well. The tip angle, the position of the flame, and the amount of the flare motion are important.
When you place the workpieces flat on the floor or workbench, the position is referred to as the flat position in welding. It is definitely the easiest position of them all because you are not welding against gravity. When you are going for the flat position on a plate surface, there are a few things you should maintain well. The tip angle, the position of the flame, and the amount of the flare motion are important.
The welding flare should be adjusted depending on if you want to make narrow bead welds or broad bead welds. The tip should be at a 45-degree angle with the plate surface. Check the diagram below for a proper understanding. The angle of the tip can be adjusted to enhance the depth of the weld.
In this process, the weld puddle goes into the joint evenly in a fluid state. The fluid can be hotter than usual, and the deposition rate will be higher because of the gravity factor. All welding processes can be done in a flat position.
2. Horizontal Position (2F/2G)
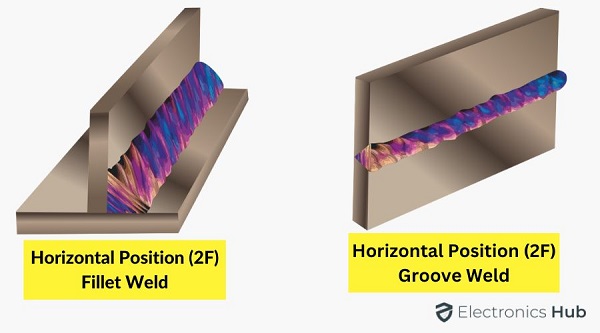 In this process, the welding axis stays horizontal, but it is generally the weld type that decides the process. When you are going for 2F fillet weld, the welding is done on the upper side of the horizontal and vertical surfaces. When you are going for 2G groove welding, the welding is done on the vertical plane, and the face of the weld lies on the plane.
In this process, the welding axis stays horizontal, but it is generally the weld type that decides the process. When you are going for 2F fillet weld, the welding is done on the upper side of the horizontal and vertical surfaces. When you are going for 2G groove welding, the welding is done on the vertical plane, and the face of the weld lies on the plane.
2G weld is slightly more difficult than 2F weld because the weld puddle can sag. You cannot run molten metal too hot in a horizontal position. This is because it can become a victim of gravity. Therefore, you should pay attention that the weld puddle should not be too fluid. In comparison to the flat position, the horizontal position needs more practice to perfect. However, it is one of the most commonly used welding techniques.
3. Vertical Position (3F/3G)
 In this process, the workpiece lies in such a way that the axis of the weld stays vertically. It can be vertically up or vertically down. In this position, the molten metal flows downwards, and it piles up at the bottom. This flow of metal can be controlled by changing the angle of the flame to the plate. The 90-degree angle is suitable for 3G weld, while the 45-degree angle is suitable for 3F weld.
In this process, the workpiece lies in such a way that the axis of the weld stays vertically. It can be vertically up or vertically down. In this position, the molten metal flows downwards, and it piles up at the bottom. This flow of metal can be controlled by changing the angle of the flame to the plate. The 90-degree angle is suitable for 3G weld, while the 45-degree angle is suitable for 3F weld.
Apart from that, the placement of the filler rod ensures better penetration and overall welding process. The main point in vertical position is the puddle manipulation. You can use zigzag motion, upside-down motion, and even triangular motion. The welder should be in a comfortable position before even beginning to weld.
4. Overhead Position (4F/4G)
 When the welding is done from the lower surface of a joint, it is referred to as the overhead position. Naturally, the metal you are trying to deposit will sag and fall in drops. Therefore, the beads will have higher crowns. Overhead welding is required when the workpieces are fixed and cannot be moved.
When the welding is done from the lower surface of a joint, it is referred to as the overhead position. Naturally, the metal you are trying to deposit will sag and fall in drops. Therefore, the beads will have higher crowns. Overhead welding is required when the workpieces are fixed and cannot be moved.
Generally, the welders keep the molten puddle small so that the beads do not fall off. Besides, the flame should be regulated so that the welding metal gets enough time to freeze quickly. The techniques of the vertical positions are equally applicable here. You have to be extremely careful of the sparks that may downpour.
Positions For Pipe Welding
Welding is a process by which steel or metal or any type of compound is bent with the help of a certain temperature of heat to generate a new thing or to repair a new thing. It is usually followed by a hob, which allows the welder to weld in a flat position as well as when rolled. There are many ways by which a person can get the perfectly welded steel or metal they want.
1. Horizontal Pipe Rolled Weld
In this form, the electrodes should be in a horizontal position. Additionally, in this type, there are two more methods. One is a right-upward system, and the second one is a left-upward system. In this position a plane that has to be welded is supposed to be in a horizontal plane, its face should lie in a vertical position and the welder should be horizontal to get a perfect welded steel body. This type can also be known as the 2F position.
2. Horizontal Pipe Fixed Position Weld
In this type of welding, a piece is said to be fixed in a horizontal position by which a welder can weld it perfectly. It should be on an axis and parallel to the ground. A tack is welded into four or six new positions and a joint is fit up like in the horizontal pipe roll weld. After that the position of the steel should be kept maintained.
3. Vertical Pipe Fixed Position Weld
Vertical weld position requires the electrodes to be in a vertical plane. In this method, there are also two more techniques. They are; uphill and downhill. In this procedure the position of the pieces to be welded should be kept like the axis of both pipes is vertical, and considerably perpendicular to the ground.
4. Multipass Arc Welding
When a piece is thick, multipass arc welding is used there. Most industries use this technique for making, repairing, and for many other purposes as well. Sometimes a surface can be so hard to weld from a normal welding machine, that is where multipass arc welding is used. Generally, we let it cool the part of the metal that has been welded before depositing another weld over it. A sheet can be welded easily from the single pass technique, but it is preferred that welders use the multipass arc technique for welding when doing heavy metal stuff.
5. Aluminum Pipe Welding
By the name, one can specify that aluminum pipe welding is used for heating two or more two aluminum alloys to join them together. Aluminum components when joined can make the best and strongest bond if done with care and professional help. Given the good base material and technique, a person can make the strongest bond of aluminum. Aluminum has a much less melting point when compared to steel, this perk allows the welder to weld the pieces at a lower temperature. It consists of an oxide layer that also works as an insulator which can cause problems when welded through a low temperature. It loses its strength when heated up and gains it back when it cools down.
Conclusion
To sum it up all, there are four welding positions. But choosing the positions depends on the workpieces. The flat position is the easiest, while the overheat position is the most difficult.
Most welding processes can be achieved through flat or horizontal position. The vertical position is quite popular, but the welder has to be experienced and skilled to execute it properly.
