Several welding techniques are involved in joining and melting different metals and other elements together. Gas welding is one of the most primitive types of heat-based welding techniques, usually used in industrial ideas. In gas welding, flammable gas and oxygen are mixed in the nozzle, producing a welding flame.
In most gas welding activities, Oxy-acetylene is mostly used. This is because oxy-acetylene can be used in temperatures as high as 3200 degrees Celsius. Oxy-acetylene in the liquid form is combined with oxygen to effectively raise the flame’s temperature.
A thorough knowledge of gas welding can benefit individuals who wish to pursue a career in welding. For properly forming a weld joint, weld plays a very important role. While carrying out the welding process, fuels are burnt, and the flames emitted are used for welding the joints. In this article, we will be focusing on the different types of welding flames.
Different Types of Welding Flames
There are Three types of flame- natural flame, carburizing flame, oxidizing flame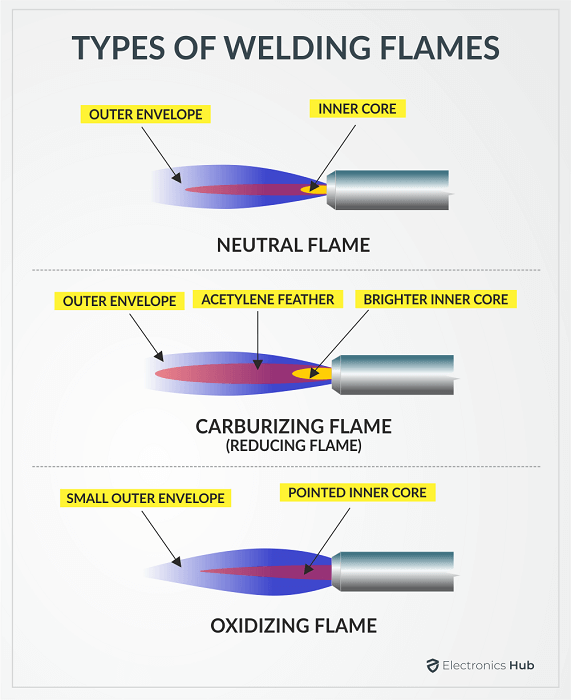
Here are the different types of Welding Flames:
1. The Neutral Flame
 The neutral flame is characterized by the welding flame, which has acetylene and oxygen in an equal ratio. While being used in the welding process, the flame receives additional oxygen from the air, which enables it to produce greater combustion properties.
The neutral flame is characterized by the welding flame, which has acetylene and oxygen in an equal ratio. While being used in the welding process, the flame receives additional oxygen from the air, which enables it to produce greater combustion properties.
It usually has a clear and well cone present to indicate when the combustion process is complete. Neutral welding is commonly used for welding Mild Steel, Stainless Steel, Cast Iron, Copper, and Aluminum. Neutral is first adjusted before it can be used for welding flame.
During the welding process, neutral flames are created when the acetylene flame is started up with the wing expansion present in the inner cone. As the acetylene flux decreases, the plume appears. As the oxygen valve is gradually opened, the acetylene flame gets shortened, and about one degree of oxygen is obtained.
In a neutral flame, there is no white current; however, sometimes, a very faint acetylene streak of about 1.6 to 3.2 mm appears. This ensures that the flames are not oxidized. The flame is adjusted, which is used in welding operations. In a neutral flame, near the inner core tip, the average temperature is about 5850 F. Towards the end of the outer envelope, the temperature is usually about 2300ºF.
2. The Carburizing Flame
 The carburizing flame has more contents of acetylene in the inner cone with an extended winged edge called the acetylene feather. When the wing of the acetylene is twice the inner cones, it is called 2x flames. The welding flames get reduced when the amount of oxygen is lower in volume than one and mixed with one volume of acetylene.
The carburizing flame has more contents of acetylene in the inner cone with an extended winged edge called the acetylene feather. When the wing of the acetylene is twice the inner cones, it is called 2x flames. The welding flames get reduced when the amount of oxygen is lower in volume than one and mixed with one volume of acetylene.
The acetylene valve is slowly opened to achieve the flame until the acetylene streamer is at the bottom region of the inner cone area. The degree of flame carbonization is indicated by the length of the additional streamer.
Almost all welding operations are carefully checked that the streamer does not exceed the inner core length. There can be a prominent inner cone which has a blue-white shade, a white middle cone, and an outer flare envelope in a light bluish shade , which usually has a hoarse sound while glowing. The temperature present in the inner region of the cone tips is about 5700ºF.
When using a carburizing flame for welding, we may notice that there is a boiling effect in the metal, which is not clear. Steel, while absorbing carbon from the flame, turns the heat off. After it has cooled down, the weld has the properties of high-carbon steel. When using silver in solder, only the eternal and intermediate flare cones are usually used, which helps the parts being soldered to soak in heat by imparting low heat.
3. The Oxidising Flame
 Oxidized welding flames originate when there is a mix of one amount of oxygen to one amount of acetylene. The torch is first derived into a neutral flame to achieve this type of flame, and oxygen flow is increased.
Oxidized welding flames originate when there is a mix of one amount of oxygen to one amount of acetylene. The torch is first derived into a neutral flame to achieve this type of flame, and oxygen flow is increased.
This phenomenon continues until the inner cones’ length has reduced to one-tenth of the original length. After the flames have adjusted properly, the inner cones change to a slightly purplish shade, and the inner cones get pointed. The oxidized flame can also be adjusted after identifying the hissing sound.
On average, the temperature is usually about 6300ºF in the inner cone tip area. Metals such as Zinc, Copper, Manganese Steel, and Cast Iron are usually welded in this procedure. Oxidizing flames can also cause the molten steel to get foamy and let out a closed spark when applied to steel.
This phenomenon proves that the steel gets burnt when combined with extra oxygen. Also, it may be advised that flame must be avoided as it ruins most metals. Oxidizing flames are never used to weld steel as the deposited metals would eventually be porous, oxidized, & brittle.
Mapp Gas Welding Flames
In primary as well as secondary flames, it is noticed that the heat transfer properties are usually different. MAPP gas has a very high heat-emitting property in the primary as well as the secondary flame. It is a fact that propylene is the intermediate pungent-smelling fuel gas between propane and MAPP gas. With MAPP gas, it is usually noticed that the connected distance centering the work and the flame is not as critical as it usually is with different kinds of fuels.
With MAPP gas, it is very easy to adjust the flame for welding and brazing purposes. There are mainly three MAPP gas flames which are- carburizing, neutral, and oxidizing. The carburizing flames usually originate in the MAPP gas, after the oxy-fuel reaches a ratio of nearly about 2:2:1. For welding oxidized alloys like aluminum, slightly carburizing flames are used.
The carburizing feather is pulled off when the oxygen increases and the fuel is turned down. As the feather disappears, the oxy-fuel ratio reaches a ratio of 2.3:1.
Altering the oxygen flame to a higher intensity produces a flame which has a light blue shade and a burning sound, called the oxidizing MAPP gas flame. For welding or brazing steel, the neutral flame is the principal setting.
Conclusion
Two pieces of metal can usually be welded in several ways; however, gas welding is the most effective method. Because of the lower cost of equipment required and the portability qualities, gas welding is one of the most popular processes.
Also, it is favorable as this is the only process that can be used when there is a lack of electricity. Although there have been many technological advancements, oxy-acetylene is one of the most popular processes for welding steel sheets and doing other hot bending, soldering, or brazing jobs.
